
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

The Industrial Internet of Things (IIoT) is transforming how manufacturing companies measure and improve processes. By using a machine data platform, companies can rapidly realize fast ROI and unprecedented improvements in efficiency and productivity.
But industrial IoT and machine data platforms alone aren’t magic wands that can be waved to create new value. While they do empower accelerated process improvement across an enterprise, they still need established measurement metrics and manufacturing KPIs to provide context to the insights a machine data platform generates.
Measurements like takt time can give meaning to what the data shows, driving analytics and insights. Managers can view performance and implement changes where needed.
Takt time is the rate at which production must operate to meet customer demand.
Don't get confused with lead time and cycle time! What’s the difference between Takt Time, Cycle Time, and Lead Time?
Takt time helps manufacturers ensure that production flows efficiently from one workstation to the next. Along with other manufacturing KPIs like cycle time and lead time, takt time allows managers to understand this flow at both micro and macro levels and adjust production lines when needed.
Takt time is also vital to a company's ability to meet customer demand. Modern manufacturing runs multiple orders across many product ranges simultaneously; takt time helps plan, execute, and meet demand through an efficient workflow.
Many manufacturers make the mistake of focusing their KPIs on the internal production process without considering its destination, but this leaves out the most important part of manufacturing – the customer.
Takt time also changes depending on the product mix, which means that month-to-month and week-to-week takt time may differ, presenting managers with greater or less challenge in meeting daily customer demand. This means that any decisions will impact production lines, supply chain management, maintenance strategies, inventory management, and quality.
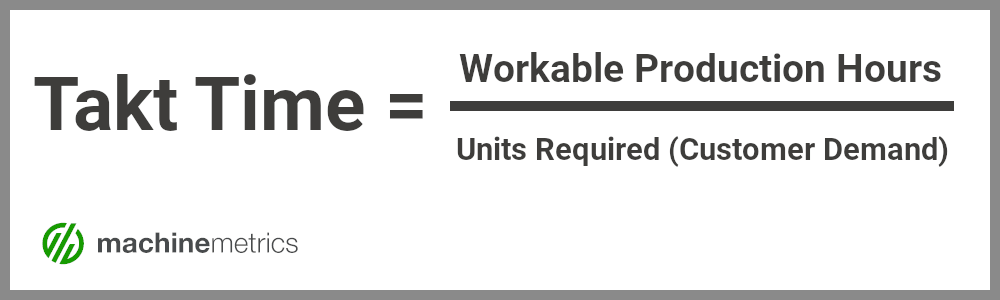
The calculation of takt time is straightforward: the number of workable production hours divided by the number of units in manufacturing orders. Workable hours within the calculation shouldn’t include breaks, lunches, and other stops.
Takt Time (TT) = Workable Production Hours (PW) / Units Required by Customer (UR)
or
TT=PW/UR
The traditional measurement of takt time relied upon manual data tracking, calculation, and analysis. Today, machine data platforms that record data in real-time can automatically calculate takt time.
This real-time access to takt time means managers can identify and respond to bottlenecks quickly. As production needs, inventory levels, and supply chain issues come into play, a machine data platform will deliver insights based on a data-driven, accurate takt time. Managers can understand what is happening on the production or shop floor and what needs to be done.
For manufacturers planning capacity, production schedules, labor utilization, and more, it’s easy to miss something or overtax a particular resource. When these mistakes are made, production lines run less efficiently.
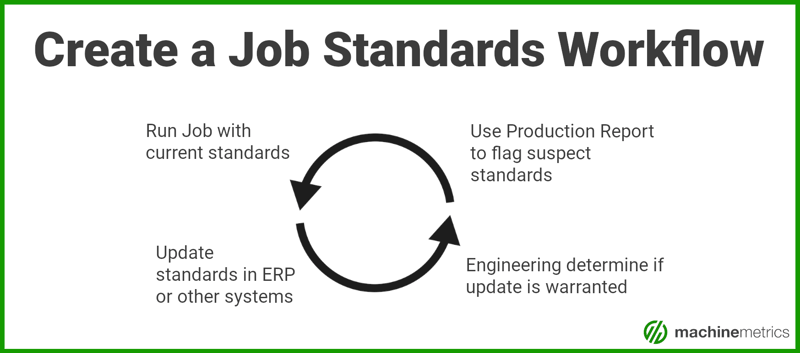
As managers use takt time to implement process improvements, they can implement standard work across each workstation. This reduces errors from operator to operator and improves efficiency as goods are produced more consistently.
Takt time can be determined manually with a takt time calculator or automatically with a machine data platform. It can then be used as a tool alongside cycle time and lead time to develop a comprehensive plan for improvement and to meet customer demand.
Because takt time is the speed production must run to meet demand, it’s only reduced by optimizing processes. Continuous improvement initiatives can help align takt time with demand; as processes improve, the cycle time of each product becomes more aligned with the required speed.
By measuring the cycle times and understanding their complexity, companies can plan resources for periods where takt time may be greater or lesser than desired. This measurement helps them make decisions in scheduling and planning to balance out takt time.
 MachineMetrics automatically captures cycle times to ensure data accuracy and effective benchmarks. This allows managers to better understand and manage their take time.
MachineMetrics automatically captures cycle times to ensure data accuracy and effective benchmarks. This allows managers to better understand and manage their take time.
Other process metrics to consider include:
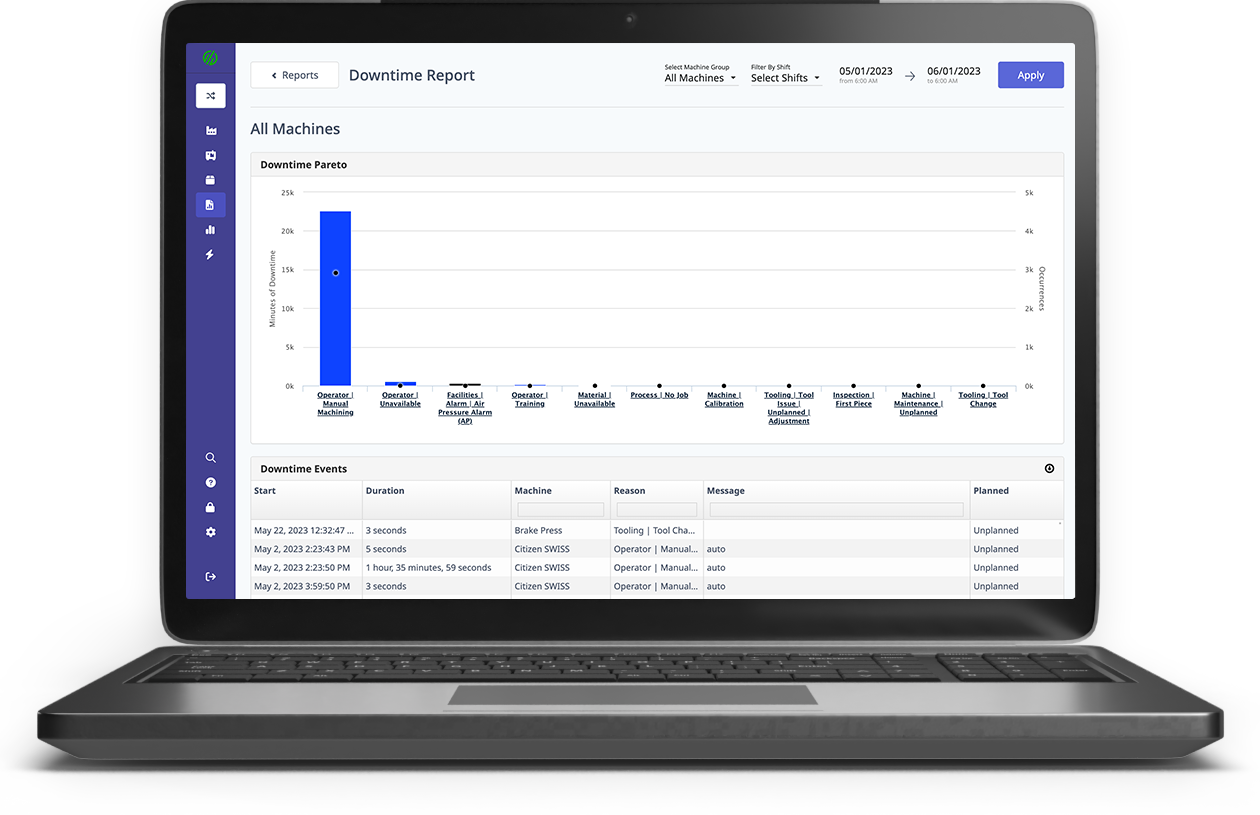
OEE is another way to review and improve processes. OEE considers availability, performance, and quality, and many companies assume their OEE is much higher than it is. By looking at the causes of downtime, companies can increase their OEE, and in turn, decrease their takt time.
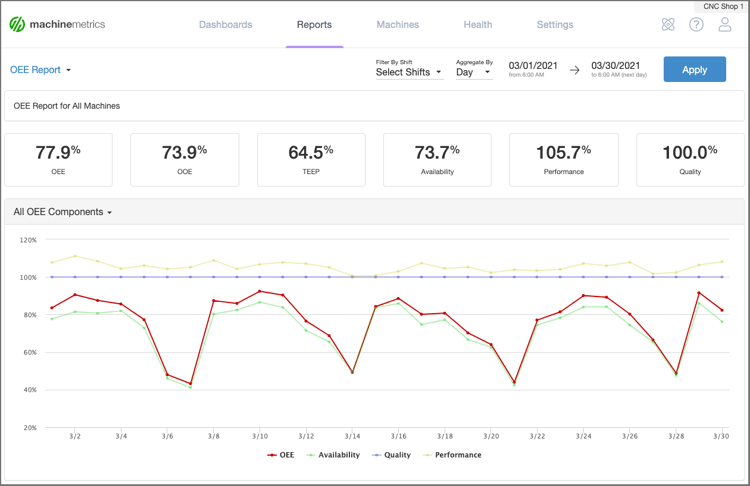 Tracking historical OEE performance with MachineMetrics allows users to drill in at the machine, operator, or shop floor level.
Tracking historical OEE performance with MachineMetrics allows users to drill in at the machine, operator, or shop floor level.
Once a team has assessed production, taken performance benchmarks, and identified the root causes of problems, they can implement strategies to improve processes. The best way to do this is by using real-time machine data.
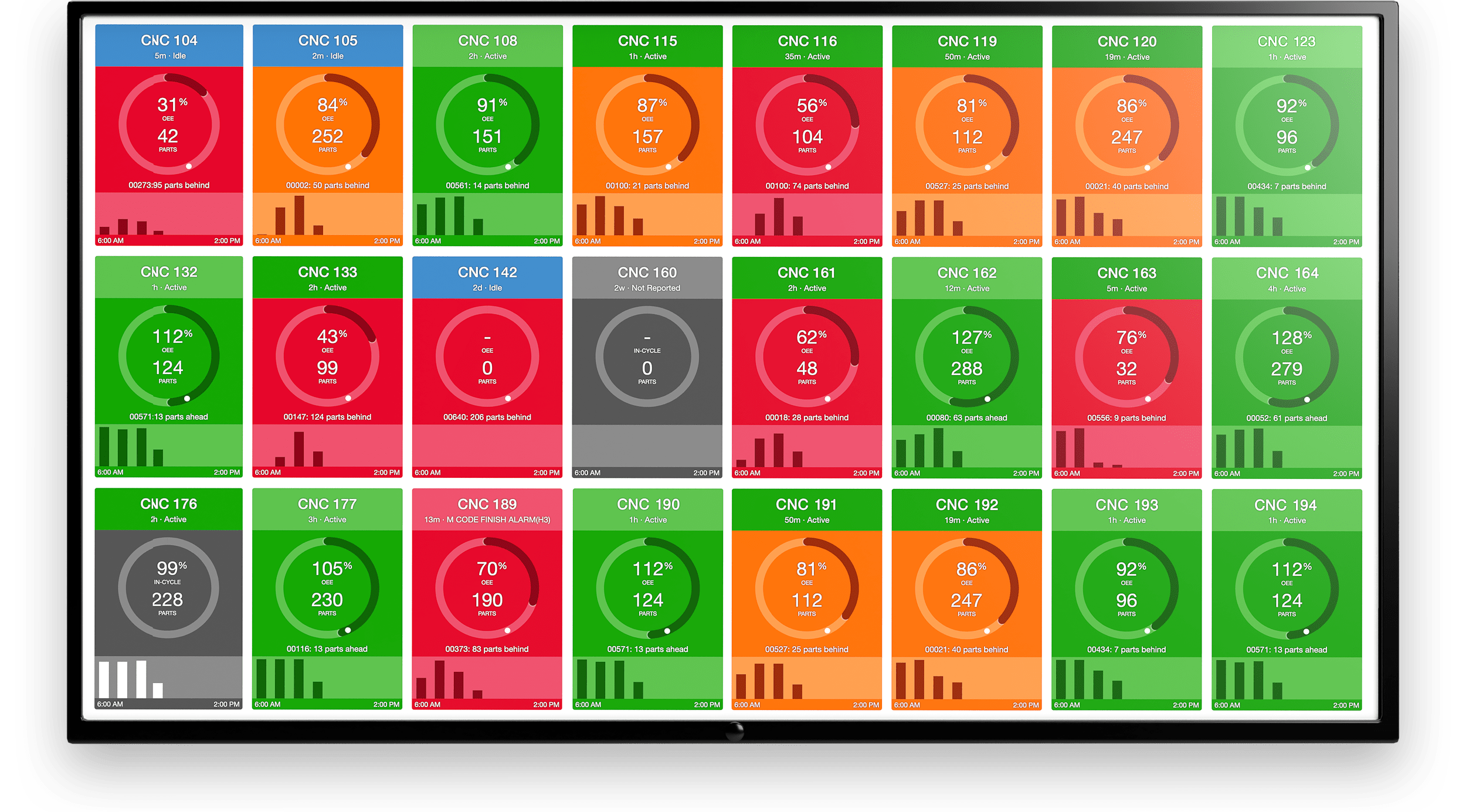
More Efficient Processes: Real-time data is captured for all machines throughout the factory floor, so managers can view up-to-date production conditions. This visibility encompasses the velocity and current status of the entire product mix on the shop floor. Decision-makers can craft new strategies built on this data to manage schedules, improve forecasting, and execute production plans better.
Optimized Inventory Strategies: Demand shifts over time. With real-time data and the insights produced by advanced analytics, inventory purchase, delivery, and allocation strategies are aligned with demand. They can also be linked seamlessly with ERP or planning software.
Accurate Holistic View of Production: A nightmare schedule of a complex mix of products may seem like an impossible burden on takt time. With a machine data platform, managers and planners can pace the scheduling of orders across multiple time sets to smoothen and reduce takt time as process improvement and inventory optimization takes hold.
Can we show you how we do it? Schedule some time with our team today:
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)
.gif)








Comments