
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Manufacturing today is being reshaped by disruptive market trends and advancements in technology. Labor shortages, error-prone data, and clunky generalized legacy systems hold companies back at a time when they most need to be agile.
While Manufacturing Execution Systems (MES) have long been a part of the production environment, legacy MES has failed the modern manufacturer. These systems are unable to tie real-time shop floor data into the production management system, leading to a poor feedback loop.
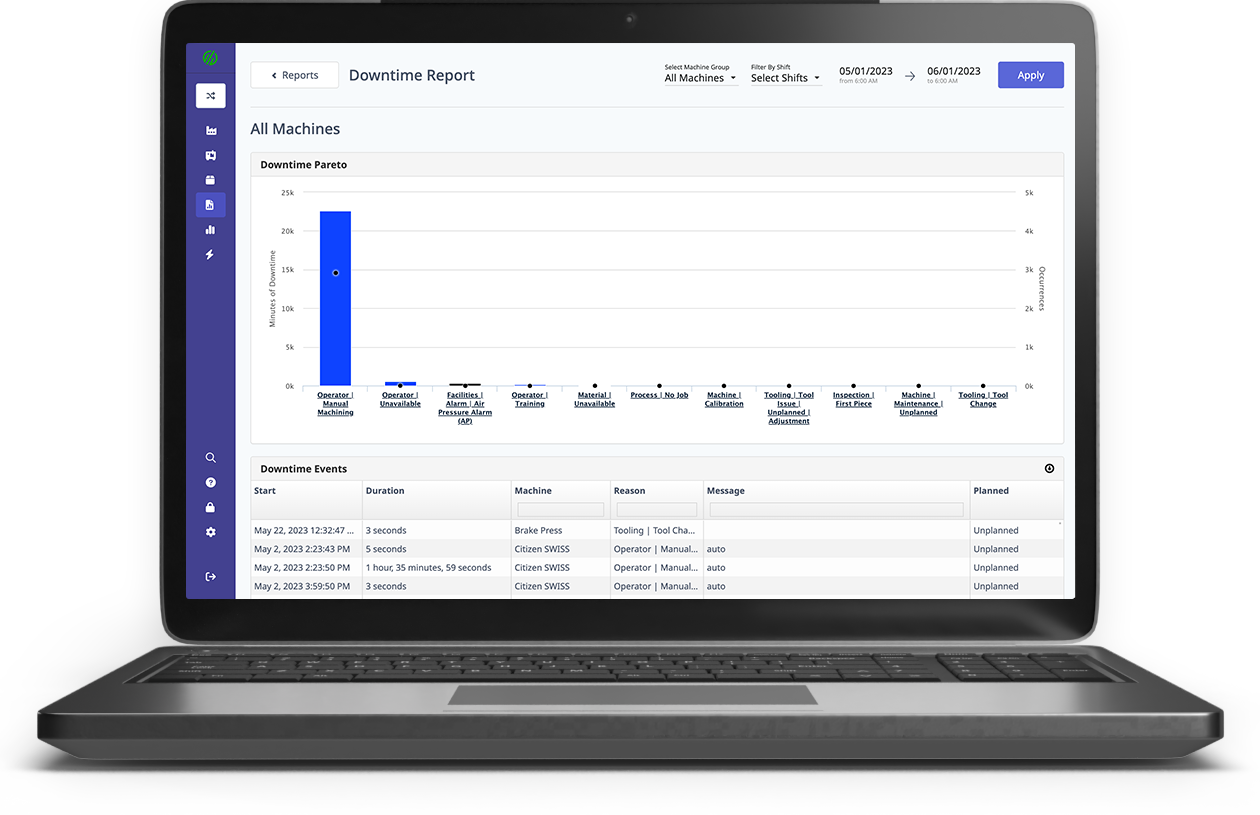
By tying an MES to automated, accurate data, companies can more effectively track downtime, eliminate process bottlenecks, and increase capacity. They can also automate their OEE reporting, build dynamic and achievable schedules, and track work orders and machine performance without reliance on humans.
This is leading to the next generation of MES systems.

A Manufacturing Execution System (MES) is a digital solution specifically designed to manage and monitor the production process in a manufacturing organization. Capturing real-time data from the factory floor offers insights into the entire manufacturing lifecycle, from raw materials to finished products.
MES is a powerful tool for manufacturers, enabling them to optimize their operations, enhance product quality, reduce waste, and ensure compliance with industry standards and regulations. It acts as the bridge between shop-floor systems and enterprise-level management, enabling a seamless flow of information and more informed decision-making.
MES was seen as a solution to some of the core production challenges associated with ERP systems. Although ERP has been seen as the source of truth and the core management solution for businesses, it exists far away from the shop floor. MES acted as a management extension of ERP, reaching closer to the shop floor activities and attempting to capture data from operations.
At its core, a manufacturing execution system offers four basic functions, commonly referred to as the “Core Four”: work order tracking, scheduling, measuring overall equipment effectiveness (OEE), and tracking downtime. Additionally, it offers various features that companies customize to meet their specific needs. These foundational elements constitute the central framework upon which any MES is built, but there is ofcourse many other modules within MES solutions.

MES can be a great step in the right direction, but there are a number of items to consider when it comes to standard legacy MES solutions:
Manufacturers face the challenge of keeping up with rapidly moving markets and competitive pressures. While there is much hype around IoT and digital transformation, manufacturers are well aware of their need to adapt to data-driven methodologies. Traditional MES and ERP systems often trap manufacturers with error-prone data, rigid processes, and delayed feedback loops, making it difficult to adapt quickly.
The manufacturing industry has become highly specialized, with diverse needs, processes, equipment, and performance indicators. Especially in discrete manufacturing, there is an incredible amount of variability within organizations. Legacy MES solutions are often broad, incomplete, and inflexible, forcing manufacturers to adapt their processes to the system rather than the other way around. Customization options are expensive, difficult to maintain, and challenging to scale, stifling innovation and continuous improvement initiatives.
There is a significant shortage of skilled workers, compounded by an aging workforce and loss of critical tribal knowledge. Legacy systems rely heavily on human-supplied data, which is costly, prone to delays, inaccuracies, and often unactionable. This reliance on flawed data hampers manufacturing leaders' ability to analyze performance accurately and make timely, informed decisions.

The critical components of MES reflect the underlying functionalities that optimize the production process. Although this is not an exhaustive list, it highlights some of its significant components:
MES is a transformative force in today's fast-paced industrial environment, reshaping how businesses monitor, control, and execute their operations.
By integrating MES into manufacturing processes, businesses can gain a strategic advantage. MES enables accurate tracking of production activities, enhances efficiency, and drives quality improvements. Let’s examine these benefits individually, focusing on productivity, quality control, and communication.
MES significantly increases efficiency and productivity by streamlining the information flow across the production cycle, reducing cycle times through better scheduling, and aligning the workforce with the most critical production tasks, optimizing labor utilization and overall productivity.
MES can also optimize machine schedules by monitoring machine performance, identifying bottlenecks in the manufacturing process, reducing idle times, and improving overall equipment effectiveness (OEE).
Quality control and compliance are among the top benefits of MES that significantly contribute to the success and reliability of manufacturing businesses. Here is how they benefit users of MES:
MES systems ensure that all processes adhere to predefined quality standards. By monitoring production in real time, MES can detect deviations from quality parameters, allowing immediate corrective action to maintain consistent product quality.
The system provides detailed tracking of materials and components throughout the production process, essential for determining the origin and history of finished products.
The immediate feedback on production variances provided by MES systems empowers users to adjust processes before they result in a non-conforming product. This proactive approach minimizes waste and significantly reduces the cost associated with rework and scrap, leading to substantial cost savings.
While the above advantages are achievable, they require manufacturers to embrace the missing piece of the puzzle. Because traditional MES systems are overly reliant upon people, it still retains elements of manual data tracking and process monitoring.
MachineMetrics allows you to unlock shop-floor data to tie real-time data acquisition and analysis to every machine, part, and work order. This creates capabilities that are data-driven, accurate, extensible, and relevant to the unique production needs of each company.
Without a solution like MachineMetrics, the MES will likely be overly reliant on people, reducing its effectiveness.
Implementing MES involves a multi-step process that requires thorough planning, careful execution, and ongoing support. Initially, companies must define their objectives for MES, such as improving product quality, increasing efficiency, or gaining better visibility into production processes.
Following software selection, a team member should develop a detailed project plan outlining the implementation phases, timelines, and responsible parties. Users training is essential to ensure they are proficient in using the MES and can leverage its full capabilities. Finally, continuous system monitoring and optimization are vital for promptly addressing issues and adapting to evolving manufacturing needs.
One of the core challenges with MES is that the customization needed to fit a given organization generally results in extensive costs and time for implementation. Further, this leads to issues down the road, as any updates and changes will require additional engineering costs.
MES is at the forefront of integrating with Industry 4.0 technologies, such as the Internet of Things, to revolutionize the manufacturing industry. By harnessing IoT, MES can collect real-time data from machines and equipment across the factory floor, enabling precise monitoring and control of manufacturing processes.
Want to see what this looks like? Watch a live demo:
This connectivity ensures that decision-makers have access to up-to-date information, facilitating rapid responses to any arising issues. Simultaneously, AI complements this by analyzing the vast amounts of data generated, identifying patterns, and predicting potential faults before they occur.
Is MES the answer to your problems? While MES offers an opportunity to bring the management help of ERP closer to shop floor operations, existing systems are failing to drive the promised value.
With massive customization required and a lack of accurate, real-time shop floor data, MES does not drive the value and promise of digital transformation.
Manufacturers should consider leveraging point-based solutions to solve their critical needs and functions instead of relying on one system to try to "do it all".
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)







Comments